センタレスの加工精度と表面粗さ | 設計サプリNO,36
[掲載日]2024.02.15設計者のみなさま、いつもお世話になっております。
株式会社ナカサ見積り担当です。
弊社では、私たちが見積りする中で経験したコストダウンに関する情報を「設計サプリ」と題してご紹介させていただきます。
第36回目は「センタレスの加工精度と表面粗さ」です。
設計者のみなさまはセンタレスと言う加工方法を知っておられるでしょうか。
センタレスとは円筒形状を高精度に加工できる工作機械の一つです。
今回はこのセンタレスの加工精度と表面粗さについて紹介します。
センタレスとは
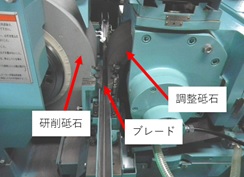
センタレスとは心なし研削盤とも呼び、その名の通りセンターによる支持なしで円筒を研削できる工作機械です。
写真に示すような姿をしています。

構造は研削砥石と調整砥石とブレードで構成されています。
センタレスにもいくつかの種類がありますが、この記事では製品が研削されながらスルスルと前進していくスルーフィードセンタレスについて紹介します。
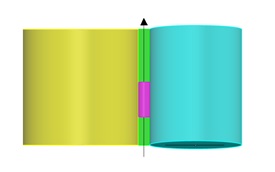
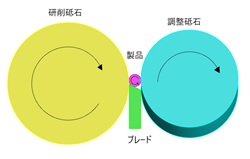
スルーフィードセンタレス
スルーフィードセンタレスは図に示すように、研削砥石と調整砥石とブレードで構成され、図はわかりやすいように大げさに表現していますが、調整砥石をわずかに傾けることにより、製品が軸方向に送られ連続研削ができる研削盤です。
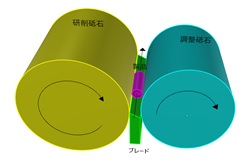
複数の製品を連続して送り込むことで研削後の製品は機械外に押し出され、連続加工が可能になります。
センタレスを含めた研削盤は砥石を使用して加工しますが、連続して高精度な研削をするためには、砥石の選定も重要です。
この砥石の選定は経験則によるものが多く、砥石メーカーと相談しながら選定しています。
砥石の選定
砥石はホームセンターにも小さなものが売られているので、見られたことがあると思いますが、以下のようなパラメーターがあります。
これらのパラメーターを組み合わせて砥石を選定します。
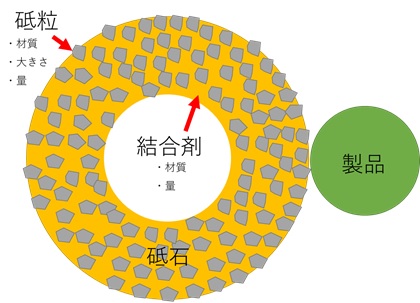
例えば粒度が細かくなると、仕上げ面が良くなりますが、研削能力が低下します。
速度重視では粒度を粗く、精度重視であれば粒度が細い砥石を選定します。
また、結合度は砥石の硬さに影響するため研削する材料の硬さによって選定します。硬い加工物には軟らかめの砥石(結合度)を、軟らかい加工物には硬めの砥石(結合度)を選定します。
砥石のマッチングテストと加工精度
砥石の選定は複雑です。
ある程度候補を絞ったらテスト研削し、その結果で最終的にパラメーターを決定します。
弊社で実際にマッチングテストした事例を以下に紹介します。
(この事例で研削する材料はコバルト合金(耐熱合金)で、AとBの2種類の砥石を比較)
加工中は水溶性研削液を吹きかけながら加工しています。
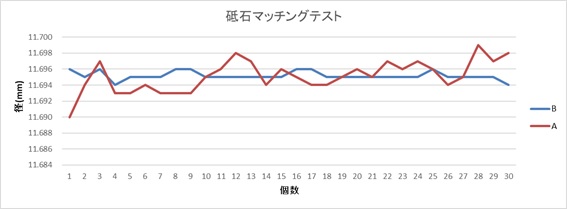
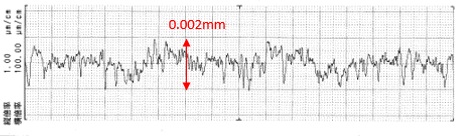
これを見るとAの砥石はレンジで0.009、Bの砥石がレンジで0.002とBの砥石がマッチしているようです。
この事例では0.002mmの精度で研削できることがわかります。
円筒度は0.003程度でした。(長さは30㎜)
センタレスの表面粗さ
次は表面粗さについて紹介します。
研削加工は旋盤加工のような切削加工と比較して、ムシレ肌もあまりなく均一な加工肌になります。
表面粗さを観察した写真を以下に示します。

左より12倍、160倍、3D画像
目視では光沢して見え、顕微鏡で見ると均一な加工面であることがわかります。
3D画像にすると凹凸が均一になっていることが良くわかります。
粗さ計で測定した結果はRaで0.271、Rzで1.941でした。
他の加工方法の表面粗さと比較したい場合は下記を参照ください。
放電加工による製品設計入門(表面粗さと時間の関係) | 設計サプリNO,31 ![]()
表面粗さの指示方法(ワイヤーカット加工と切削加工、研削加工の違い)|設計サプリNO,27 ![]()
図面指示方法
センタレスで加工するような円筒状の研磨製品は以下のように図面を書きます。
加工記号は表面粗さの上部に「G」と表記します。
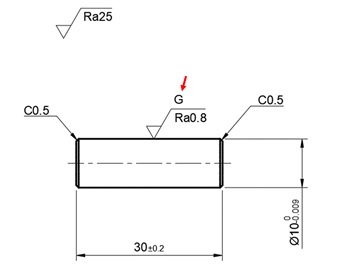
幾何公差で円筒度を表記される場合があります。
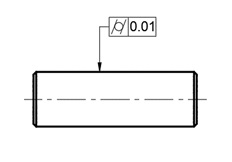
円筒度は
を同時に規制する幾何公差の為、測定評価の難易度が上がります。
測定誤差のリスクがある為、記載される場合は評価方法(測定手順)の取り決めが必要な場合があります。必要な場合は相談させていただきます。
センタレスですのでセンタモミは必要ありません。
しかし、センタレスの前に旋盤で粗加工をしますので旋盤加工の時にセンタモミが必要な場合があります。
こちらも必要な場合は相談させていただきます。
センターもみについては【設計サプリ】その3 (センターもみの威力)![]() で紹介していますので参考にしてください。
で紹介していますので参考にしてください。
円筒研削製品はお問い合わせください
弊社ではセンタレスや外筒研削、内筒研削など円筒研削品も多く取り扱っています。
お気軽にお問い合わせください。
お問い合わせには下記フォームがご利用になれます。
昔話し
40年も昔の話しですが、高校生の時、春休みと夏休みに弊社のような加工屋さんでアルバイトをしていたことがあります。そのときはセンタレスを使って研磨し、ゲージで全数検査する仕事だったと記憶しています。
その頃は意味も分からずやっていましたが、思い出すと現在弊社あるセンタレスと何も変わっていないように思います。センタレスの原型はすでに200年も前からあったようで、このような加工方法を考えた昔の人は凄いなあ。とこの記事を書きながら改めて思いました。
【この記事を書いた人】
稲田聡(いなたさとし)
株式会社ナカサ 開発室長
ファクトリー・サイエンティスト No,00385
1966年島根県安来市生まれ
1989年からCADによる設計に従事し、当時は自動車のインパネ部品で基板やプリズムなど設計していました。
1991年から現在の会社で主に金型設計で3次元CAD/CAMを利用するようになり30年間複数のCAD/CAMと格闘した経験を持ちます。
現在はコストプラン、センサーを使ったデータ視覚化、インサイドセールスにも取り組んでいます。
【過去に書いた記事】
【お問い合わせ】
弊社ではロストワックス精密鋳造品を主としたニアネットシェイプ素材の切削加工、研磨加工、放電加工を受託加工しています。
設計検討中からでも相談に応じます。
お気軽にお問い合わせください。
送信後登録されたメールアドレスに確認メールをお送りします。
届かない場合はメールアドレスに誤りがないかご確認お願い致します。