【設計サプリ】その3 (センターもみの威力)
[掲載日]2021.05.142021.5.14【新規投稿】
2021.11.30【改訂】
【センターもみが重要な理由】
設計者の皆様
いつもお世話になっております。
株式会社ナカサ見積り担当です。
このページでは
私たちが見積りする中で経験したコストダウンに関する情報を「設計サプリ」と題してご紹介させていただきます。
第3回目はセンターもみの威力です。
設計者の皆様はシャフト形状の部品を設計されるとき、端面にセンター穴(「センターもみ」とも呼んでいます)は付けておられるでしょうか。
実はこのセンターもみ、とても威力があるんです。
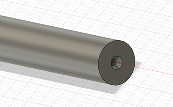 図1(センターもみ)
図1(センターもみ)
センターもみがあると旋盤加工するときテールストックと呼ばれる治具で先端を保持することができるので加工精度が向上します。
どのくらい違いが出るかたわみ量を計算してみました。
旋盤加工するときは材料を押し曲げる力が働きます。
弊社ではこの力は300N以下が多いので300Nで計算してみます。
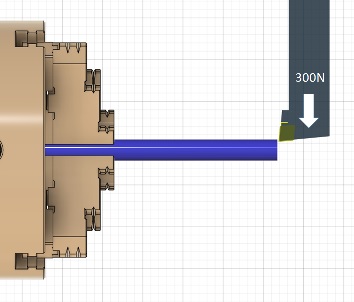 図2
図2
SUS304φ10で突き出し長さ100㎜の丸棒で考えてみます。
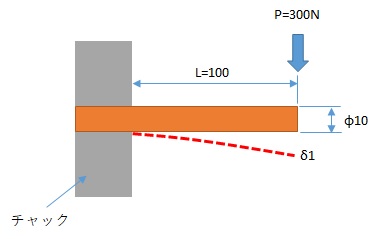 図3(センターもみ無し)
図3(センターもみ無し)
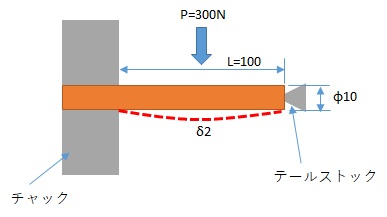 図4(センターもみ有り)
図4(センターもみ有り)
センターもみ無しの場合のたわみ量をδ1とした場合。
片持ち梁の公式が使えるので
式は
![]()
となります。
ここでE:ヤング率、I:断面二次モーメントです。
SUS304のヤング率19300 N/㎟とφ10の断面二次モーメント491 mm^4を代入すると
δ1≒1.06㎜
となります。
1㎜も曲がってしまうと加工品位を保つのは難しそうです。
一方センターもみがある場合、単純梁の公式が使えるので
![]()
となります。
同じく値を代入すると
δ2≒0.066㎜
となります。このくらいだと何とかなりそうです。
参考までにCAEでも計算してみましたが近い結果が得られました。
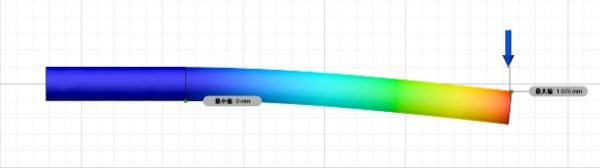
図5(CAEセンターもみ無し)
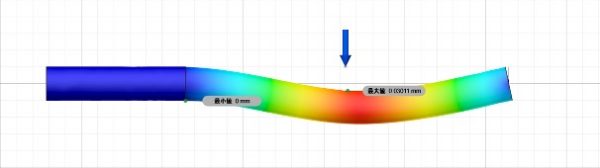
図6(CAEセンターもみ有り)
しかしこれは計算するまでもなく公式の違いでお気づきのように16倍違うことがわかります。
つまりセンターもみは16倍の威力があるのです。
センターもみ無しで加工する場合、突き出し量(Ⅼ)を短くして半分づつ加工するか、切削条件を下げる(Pを小さくする)必要があるので、どうしてもコストアップになります。
機能的に問題なければシャフト形状の端面にはセンターもみ形状を付加していただくことをお勧めします。
尚弊社で推奨していますセンターもみ形状は図7となります。
図形を省略して表記される場合は「JIS B 0041」を参照ください。
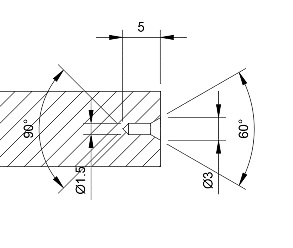 図7(センタもみ形状):最小の場合
図7(センタもみ形状):最小の場合
【この記事を書いた人】
稲田聡(いなたさとし)
株式会社ナカサ 開発室長
1966年島根県安来市生まれ
1989年からCADによる設計に従事し、当時は自動車のインパネ部品で基板やプリズムなど設計していました。
1991年から現在の会社で主に金型設計で3次元CAD/CAMを利用するようになり30年間複数のCAD/CAMと格闘した経験を持ちます。
工作機械も一通り使ってきましたが、最近はコストプラン、センサーを使った工場の見える化、インサイドセールスにも取り組んでいます。
(現在の主な使用ツール)
Rhinoceros
Fusion360
Ansys
【お問い合わせ】
弊社ではロストワックス精密鋳造品を主としたニアネットシェイプ素材の切削加工、研磨加工、放電加工を受託加工しています。
設計検討中からでも相談に応じます。
お気軽にお問い合わせください。
送信後登録されたメールアドレスに確認メールをお送りします。
届かない場合はメールアドレスに誤りがないかご確認お願い致します。