材料によって加工費はどのくらい変化するのか | 設計サプリNO,34
[掲載日]2023.12.15設計者のみなさま、いつもお世話になっております。
株式会社ナカサ見積り担当です。
弊社では、私たちが見積りする中で経験したコストダウンに関する情報を「設計サプリ」と題してご紹介させていただきます。
第34回目は「材料によって加工費はどのくらい変化するのか」です。
設計者のみなさまは金属材料を選定されるとき、性能や重量(比重)を選定理由にされると思います。では加工コストは選定理由にされていますでしょうか。
今回は材料でどのくらい加工コストが変化するのかを調べてみましたので紹介します。
金属材料の6分類
市場には多くの金属材料が存在しますが、ISOで分類されている材料は6分類あります。
鋼
鋼は一般的な炭素鋼や合金鋼、鋳鋼などが含まれます。
硬度は400HB 以下で鉄ベースの合金です。
ステンレス鋼
ステンレス鋼は主成分を鉄とし、クロムを12%以上含む合金材料です。
素材に非腐食性があります。
切削すると長い切りくずが生成されます。
鋳鉄
鋳鉄はネズミ鋳鉄や可鍛鋳鉄、ダクタイル鋳鉄などが含まれます。
Si含有量が1~3%程度で切削すると短い切りくずができるのが特徴です。
非鉄金属
非鉄金属はアルミニウム、銅、黄銅などの軟質金属です。
被削性は良く、切削すると長い切りくずが生成されます。
耐熱合金
耐熱合金はニッケルやコバルト、チタンベースの材料が含まれます。
ニッケル、コバルトの成分が多いと優れた耐熱性、引張強度を発揮します。
非常に粘い材料で切削すると発熱量も高く、非常に切削が難しい材料です。
高硬度材
高硬度材は硬度がHRC45~65の焼入れ焼き戻し鋼が含まれます。
比切削抵抗が高く加工が困難です。
以下に示すグラフは材料分類ごとの硬さ(比切削抵抗)を比較したものです。
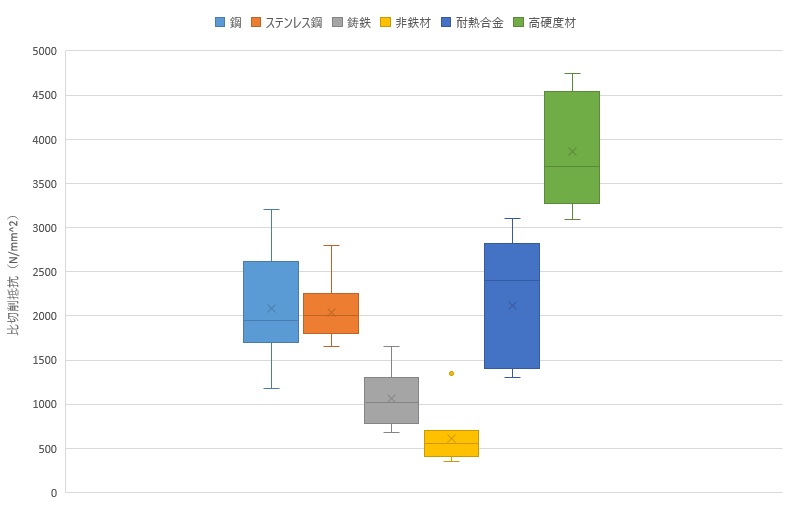
サンドビック株式会社発行 テクニカルガイド H16~H35を参考に筆者作成
これを見ますと高硬度材の比切削抵抗が高く、加工に時間がかかることが想像できます。
加工時間は3つの要素で決まる
加工コストは加工時間によって概ね決まり、加工時間は以下の式で計算できます。
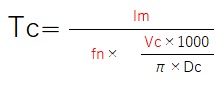
Tc=加工時間min
lm=加工長さmm
fn=回転当たり送りmm/rev
Vc=切削速度m/min
Dc=ドリル径mm
式を見ると後述する切削速度Vcと回転当たり送りfnと加工長さlmで決まることがわかります。
この記事ではドリル加工に着目し、加工コスト比較の流れを紹介します。
材料別切削速度
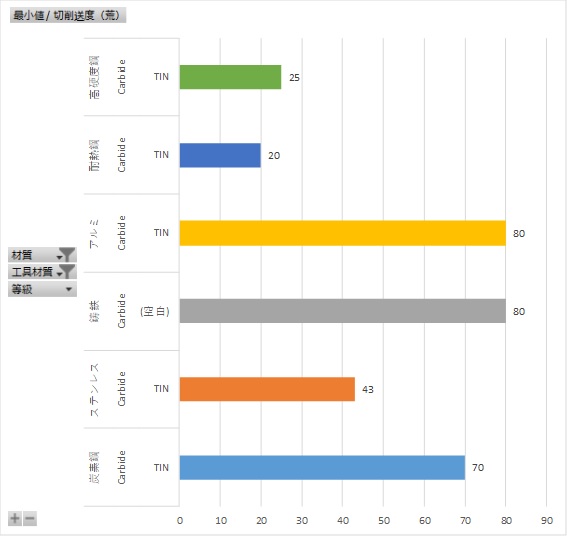
切削速度Vcとは材料に工具の刃があたるスピードで単位はm/minです。ドリル加工の場合おおよそ20~100m/min程度です。
この切削速度により工具の回転数が決まります。
代表的な材料別の切削速度(ドリル加工)を抜粋したものを以下に示します(ドリルの材種は超硬)。
材料別回転当たり送り
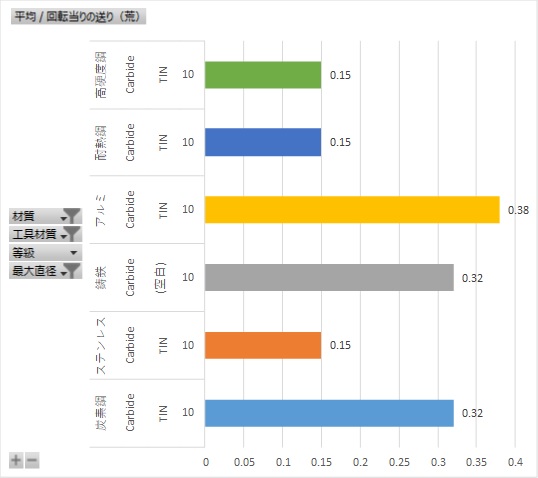
工具は回転しながら進んでいきます。材料別に回転当たりの送りfnの目安があり、0.02mm/rev~1.0mm/rev程度です。工具の径でも変化します。先に紹介した回転数と回転当たりの送りを掛け算すると1分当たりの送りスピードが計算できます。
代表的な材料別の回転当たり送り(φ10ドリル加工)を抜粋したものを以下に示します(ドリルの材種は超硬)。
材料別ドリル加工時間を計算
ご紹介した材料別の切削速度と回転当たりの送りを基にドリルによる加工時間を計算した結果を以下に示します。
ドリル径はφ10、深さ(加工長さ)50㎜として計算しています。
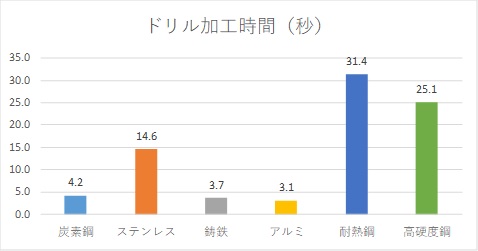
これをみますと先に紹介した比切削抵抗と必ずしも比例関係は無いようです。
炭素鋼を基準とした場合アルミは0.7倍、高硬度鋼は6倍、耐熱鋼は7.5倍となりました。
理由としましては工具が材料に当たるスピード(切削速度)の最適値は材料の硬さだけでなく、 発熱量や凝着性(切りくずが刃先にくっついてしまう現象)に左右されます。特に耐熱鋼は発熱量が高く、スピードを上げると発熱量が多くなり工具の刃先が急激に消耗する材料のため、比切削抵抗が低くても加工時間が増えるのです。
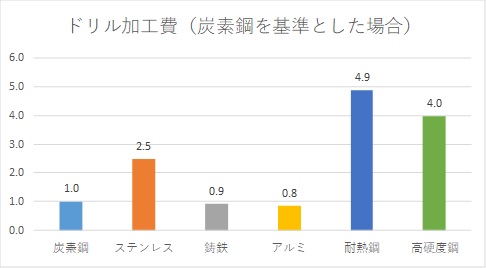
加工費を計算
加工時間がわかりましたので加工費を計算してみます。
加工費の計算は過去に紹介しました概算見積り計算シート ![]() の通り下記にて計算されます。
の通り下記にて計算されます。
加工費=機械費+作業費+材料費+工具費+販管費+利益
この中で機械費と作業費は加工時間で決まり、加工費全体の60%を超えます。よって加工時間が0.7倍になると加工コストは0.8倍以上、6倍ではコスト4倍以上、7.5倍ではコスト4.9倍以上になると考えられます。
肌感覚との違い
ここまで紹介しました机上計算と私自身の肌感覚との違いを紹介しますと、机上計算よりもっと差があるように感じています。理由としましては耐熱鋼は切削条件のストライクゾーンが小さく、初期のすり合わせに時間を要するからだと思います。さらに工具の消耗も激しいため、交換作業が増えるのも理由です。しかしこのすり合わせを上手くやることで、加工コストが上がりすぎないようにしています。
特殊な材料もお任せください
弊社では耐熱鋼を含めた特殊な材料も取り扱い受託加工しています。
加工コストは材料の製造方法でも変わります。
無垢材から加工する場合とニアネットシェイプ素材から加工する場合では 加工長さが変わるからです。
加工に時間がかかる材料はニアネットシェイプ素材なども提案させていただきます。
お気軽にご相談ください。
ご相談は下記フォームがご利用になれます。
【この記事を書いた人】
稲田聡(いなたさとし)
株式会社ナカサ 開発室長
ファクトリー・サイエンティスト No,00385
1966年島根県安来市生まれ
1989年からCADによる設計に従事し、当時は自動車のインパネ部品で基板やプリズムなど設計していました。
1991年から現在の会社で主に金型設計で3次元CAD/CAMを利用するようになり30年間複数のCAD/CAMと格闘した経験を持ちます。
現在はコストプラン、センサーを使ったデータ視覚化、インサイドセールスにも取り組んでいます。
【過去に書いた記事】
【お問い合わせ】
弊社ではロストワックス精密鋳造品を主としたニアネットシェイプ素材の切削加工、研磨加工、放電加工を受託加工しています。
設計検討中からでも相談に応じます。
お気軽にお問い合わせください。
送信後登録されたメールアドレスに確認メールをお送りします。
届かない場合はメールアドレスに誤りがないかご確認お願い致します。