【設計サプリ】その15 (穴の位置精度)
[掲載日]2022.05.16【穴の位置精度はどのくらいか調べてみました】
設計者の皆様
いつもお世話になっております。
株式会社ナカサ見積り担当です。
このページでは
私たちが見積りする中で経験したコストダウンに関する情報を「設計サプリ」と題してご紹介させていただきます。
第15回目は「穴の位置精度」です。
前回と前々回ではドリル穴の精度とリーマ穴の精度について紹介しました。
今回は穴の位置精度についてです。
リーマはドリルでは出せない穴径精度を出す為に使用しますが、穴の位置精度を向上させることもできます。
ではこのドリルとリーマでどのくらい位置精度に差が出るのか調べてみました。
まずドリル穴から
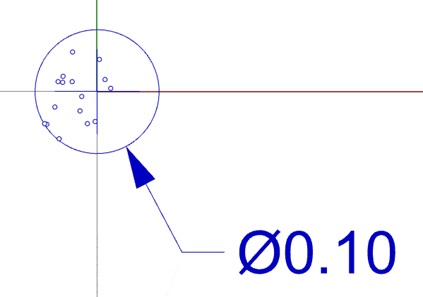
図1
図1はΦ3.8のドリルを深さ6㎜まで16回加工したときの位置精度を測定し、プロットした結果です。
深さ5㎜の箇所を測定しています。被削材はSUS304です。
これを見ると最大で中心から0.05㎜、径で0.1㎜までばらついていることが分かります。
※加工を知っている方はセンタードリルは使っているの?と思われたかもしれません。
センタードリルは使用していません。
続いてリーマ穴です。
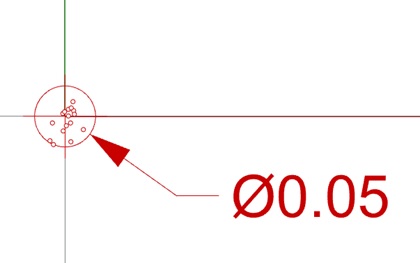
図2
図2は先ほどのΦ3.8のドリルを加工した後にΦ4のリーマを加工した場合の位置精度です。
同じく16回加工し、深さ4㎜の箇所を測定しています。
これを見ると先ほどのドリルだけでは径で0.1㎜のばらつきだったものが径で0.05㎜まで改善されていることがわかります。
このようにリーマは穴径精度向上だけでなく位置精度も向上させることができます。
穴の位置精度は穴径と違って工作機械の性能も大きく影響します。
今回実験で使用した機械はかなり古い機械です。
よって上記はリーマ穴位置精度の限界値ではありませんのでご理解ください。
しかし、古い機械でもドリル穴であれば位置精度Φ0.1
リーマ穴で位置精度Φ0.05であることがわかりました。
よってJISB0405中級(のなかで最も厳しい数値)であればドリル穴で工程能力あり。
精級であればリーマ穴で工程能力ありと判断できます。
公差設計の参考にしてください。
上記以上の精度が必要な場合はご相談ください。
【この記事を書いた人】
稲田聡(いなたさとし)
株式会社ナカサ 開発室長
ファクトリー・サイエンティスト No,00385
1966年島根県安来市生まれ
1989年からCADによる設計に従事し、当時は自動車のインパネ部品で基板やプリズムなど設計していました。
1991年から現在の会社で主に金型設計で3次元CAD/CAMを利用するようになり30年間複数のCAD/CAMと格闘した経験を持ちます。
現在はコストプラン、センサーを使ったデータ視覚化、インサイドセールスにも取り組んでいます。
(現在の主な使用ツール)
Rhinoceros
Fusion360
Ansys
【過去に書いた記事】
【お問い合わせ】
弊社ではロストワックス精密鋳造品を主としたニアネットシェイプ素材の切削加工、研磨加工、放電加工を受託加工しています。
設計検討中からでも相談に応じます。
お気軽にお問い合わせください。
送信後登録されたメールアドレスに確認メールをお送りします。
届かない場合はメールアドレスに誤りがないかご確認お願い致します。