設計者の為の検査成績書の読み方 | 設計サプリNO,46
[掲載日]2024.12.16設計者のみなさま、いつもお世話になっております。
株式会社ナカサ見積り担当です。
弊社では、私たちが見積りする中で経験したコストダウンに関する情報を「設計サプリ」と題してご紹介させていただきます。
第46回目は「設計者の為の検査成績書の読み方」です。
設計者のみなさまは自身が設計した部品がメーカーから納められた時、同梱されている検査成績書を読まれたことがあるでしょうか。
検査成績書は納めた製品を保証する書類です。
今回は検査成績書の読み方について紹介します。
検査成績書とは
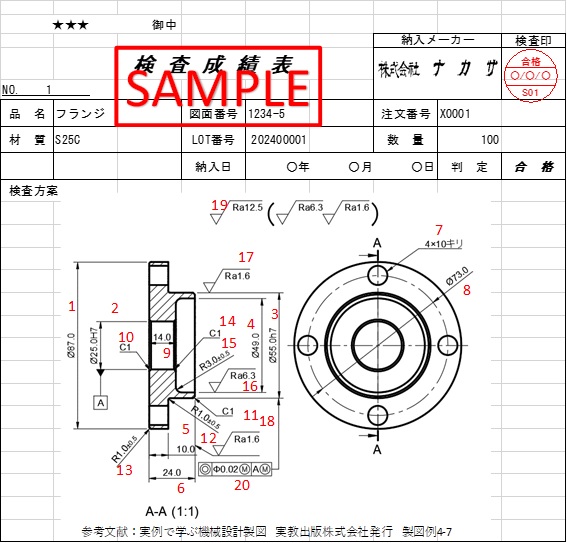
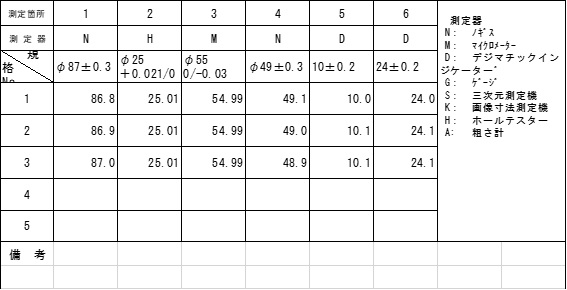
検査成績書とは設計者の皆様が図面に書かれた寸法に対して製作結果を報告し、その値を保証する書類です。一例を挙げますと下記のような書式に書かれています。書かれている数値は注意すべきポイントがありますので紹介していきます。
測定機器
寸法を測定するためには測定機器を使用して測定します。
以下代表的な測定機器と数値の読み方について紹介します。
(各測定機名後ろの番号は上記検査成績表の測定箇所番号です。)
ノギス (1,4)
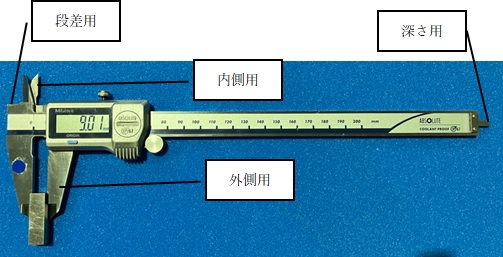
ノギスは代表的な測定機器です。
下記のような姿をしており測定物の外側、内側、段差、深さの4つを測定することができます。
実務では外側測定で利用することが多いです。
事例では公差が記載されていない一般公差の外径と内径測定で使用します。
ノギスは百分の一ミリ単位で測定表示できますが一番小さい桁は誤差が含まれるので保証できるのは十分の一ミリまでです。よって百分の一ミリ単位の公差がある寸法には使用しません。
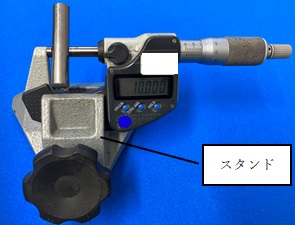
マイクロメーター(3)
マイクロメーターはノギスで測定できない百分の一ミリ単位の寸法の測定に使用します。
測定表示は千分の一ミリ単位まで表示されますが一番小さい桁は誤差が含まれるので保証できるのは百分の一ミリまでです。
事例のような丸径を測定する場合2点で測定するため測定姿勢が不安定になりやすく、測定結果に誤差が生じることがあります。
できるだけスタンドに固定した状態で測定します。
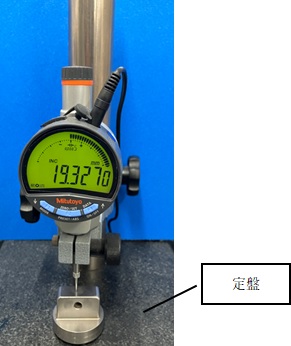
デジマチックインジゲーター(5,6,9)
デジマチックインジケーターは高さや深さを測定するときに使用する測定機器です。
精度よく仕上げられた定盤の上で使用します。
測定精度は主に百分の一ミリ単位の測定ができる機種を利用しています。
(測定精度は機種で異なります)
事例の測定では高さの測定に使用します。
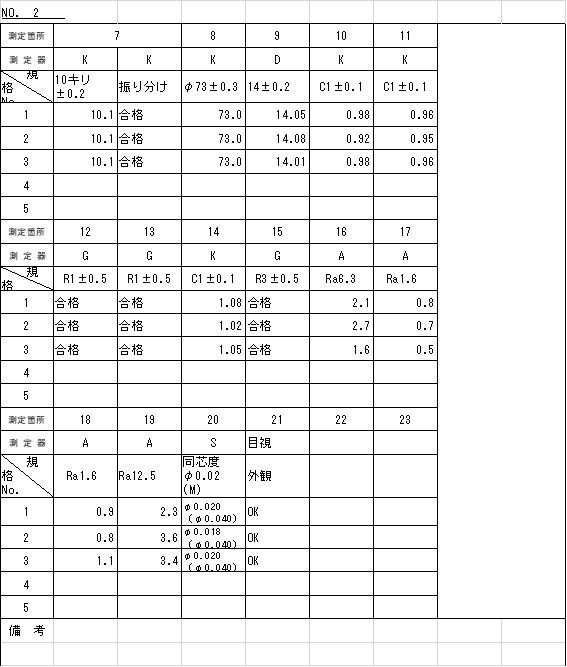
ゲージ(12,13,15)
ゲージは測定機器ではなくOKかNGかを判定するときに使用します。
ノギスやマイクロメーターで測定できないような小さな穴や溝幅に利用します。
事例のようなコーナーRの場合、
0.1ミリ刻みの姿ゲージを測定物に当ててOKかNGかを判定します。
よって検査成績書には数値ではなく「OK」や「合格」と記載します。

ホールテスター(2)
ホールテスターは穴径を測定するための測定機器です。
3ヵ所ある測定子を内径に接触させて測定します。
測定表示は千分の一ミリ単位まで表示されますが一番小さい桁は誤差が含まれるので保証できるのは百分の一ミリまでです。
事例ではH7公差がある内径に使用します。

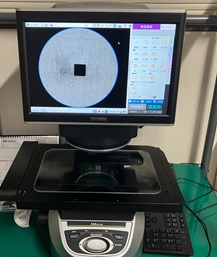
画像寸法測定機(7,8,10,11,14)
画像寸法測定機は非接触で寸法が測定できる測定機器です。
外径や貫通穴など光が抜ける形状の測定に利用します。
ここまでに紹介した測定機とは異なり人による測定誤差が無いのが特徴です。
事例では穴位置と穴径の測定及び面取り径に使用します。
測定精度は千分の一単位まで保証できますが、抜けていない形状や厚みのある形状には不向きのため形状によって保証数値は異なります。
三次元測定機(20)
三次元測定機はプローブを測定物に接触さて測定する機器です。ここまで紹介した測定機器を使用しなくてもすべての寸法を測定することが可能です。
しかし保有台数が限られていることから、実務では測定が難しい箇所に利用します。
事例では幾何公差(同芯度)の測定に使用しています。
写真の機種の保証できる測定精度は1.7+3L/1000μmです。

粗さ計 (16,17,18,19)
粗さ計は表面粗さ記号に対する測定に使用します。
表面粗さ記号に書かれた数値以下であればOKと判断します。

表面粗さについては
表面粗さの指示方法(ワイヤーカット加工と切削加工、研削加工の違い)|設計サプリNO,27
にて紹介しています。
事例では指示された粗さ記号に対して使用しますが、官能検査で代用する場合もあります。
官能検査は
図面注記の書き方「有害な付着物、汚れなきこと」の場合|設計サプリNO,26
でも紹介しています。
測定機器以外の読み取りポイント
測定機以外の項目も読み取るポイントがありますので紹介します。
検査印
検査成績書は認められた検査員のみが作成することができます。
検査印は検査した人の登録番号を記載した印を使用します。
監査を受けるときに登録番号からスキルマップや教育訓練記録などを紐づける目的があります。

抜き取り検査個数
検査成績書に記載する検査個数は製作数量が多い場合は抜き取り検査となることがあります。
抜き取り検査数はお客さとの取り決めが基本となりますが、特に指定がない場合は弊社の社内規定によります。
JIS規格で定められた特別(通常)検査水準と呼ばれる抜き取り検査レベルを使用します。
事例では特別検査水準S-2とし、製作数100個の場合3個抜き取り、検査成績書に記載しています。
検査仕様についてはお問い合わせください
検査成績書は最終検査で作成する書類です。
弊社では工程内検査、最終検査について検査内容ごとに異なる抜き取り検査基準を設けています。
詳しくはお問い合わせください。
お問い合わせは下記問い合わせフォームがご利用になれます。
【この記事を書いた人】
稲田聡(いなたさとし)
株式会社ナカサ 開発室長
ファクトリー・サイエンティスト No,00385
1966年島根県安来市生まれ
1989年からCADによる設計に従事し、当時は自動車のインパネ部品で基板やプリズムなど設計していました。
1991年から現在の会社で主に金型設計で3次元CAD/CAMを利用するようになり30年間複数のCAD/CAMと格闘した経験を持ちます。
現在はコストプラン、センサーを使ったデータ視覚化、インサイドセールスにも取り組んでいます。
【過去に書いた記事】
【お問い合わせ】
弊社ではロストワックス精密鋳造品を主としたニアネットシェイプ素材の切削加工、研磨加工、放電加工を受託加工しています。
設計検討中からでも相談に応じます。
お気軽にお問い合わせください。
送信後登録されたメールアドレスに確認メールをお送りします。
届かない場合はメールアドレスに誤りがないかご確認お願い致します。