【設計サプリ】その18 (工程能力の計算と判定基準)
[掲載日]2022.08.11【工程能力とは】
設計者の皆様
いつもお世話になっております。
株式会社ナカサ見積り担当です。
このページでは
私たちが見積りする中で経験したコストダウンに関する情報を「設計サプリ」と題してご紹介させていただきます。
第18回目は「工程能力の計算と判定基準」です。
設計者の皆様は工程能力という用語は知っておられるでしょうか。
工程能力は測定結果にもとに計算され、能力ありと判定されると、量産工程において抜き取り検査が可能となり、
工程能力無しと判定されると全数検査またはそれと同等の管理を求められます。
よって、検査工数に大きく影響され、結果としてコストにも影響します。
今回はこの工程能力について、判定基準とその計算方法を紹介します。
工程能力とは図面に指示された寸法公差を満たす能力を言い、下記の式で表されます。
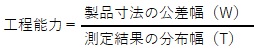
この式をグラフで表現すると
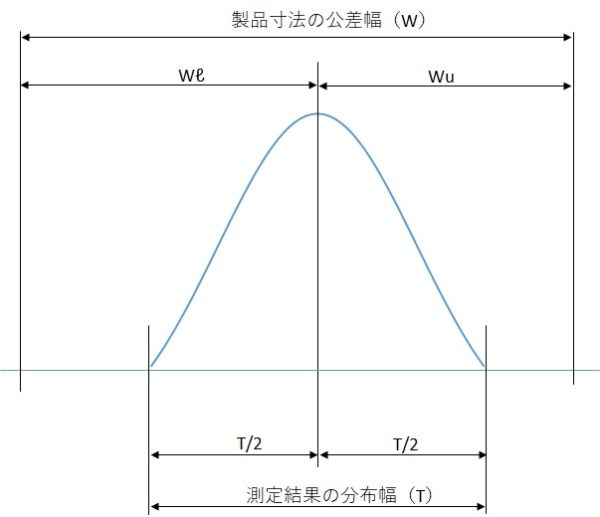
ここで
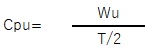
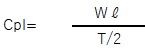
とした場合
CpuとCplの小さい方を工程能力指数Cpkと呼んでいます。
【判定基準と計算方法】
ではこの工程能力指数Cpkはいくらだと良いのかと申しますと
自動車産業の品質マネジメントシステムIATF16949ではこの工程能力指数Cpkを1.67以上要求しています。
つまり抜き取り検査にするには公差の5/3(1.67)なので60%以下のバラツキにしないといけないことになります。
では実際どのように計算をするのかを紹介します。
φ26のH7公差の穴を加工したとき、下記の測定結果だったとします。
弊社では工程能力を算出するとき30個測定を行っていますのでデータ数を30個とします。
26.0145
26.0142
26.0159
26.0156
26.0155
26.0048
26.0159
26.0157
26.0158
26.0158
26.0156
26.0151
26.0161
26.0166
26.016
26.0154
26.0157
26.0159
26.0149
26.0147
26.0145
26.0153
26.0152
26.0147
26.0151
26.015
26.0153
26.0148
26.0151
26.0161
この数値を使用しエクセルを使って下記のような式を作って計算します。
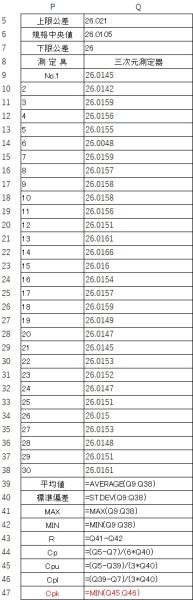
ここでQ41,Q42,Q43セルは参考値です。Cpk 算出には影響しません。
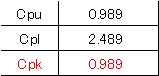
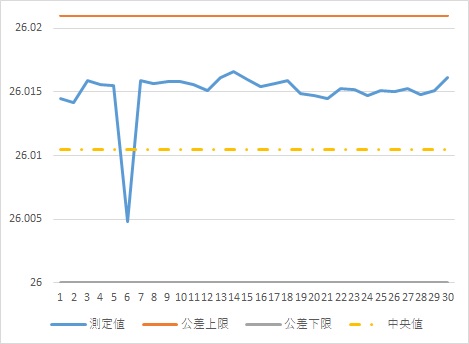
計算結果はCpk=0.989<1.67で工程能力無しの判定となりました。
H7公差から外れた数値はありませんがバラツキの平均値が公差上限側に偏ってしまっているためです。
よってこのまま量産するには全数検査が必要になり、抜き取り検査にするのは改善が必要ということになります。
見積りをするとき、この工程能力も検討しなければいけません。
過去の実績から公差の半分くらいで加工ができないと思われる寸法は全数検査を考え工数を割り増しします。
また、検査ゲージや検査治具を使った全数検査も検討します。
ドリルやリーマの実力値の目安は設計サプリ13(ドリル穴の精度),設計サプリ14(リーマ穴の精度)などで紹介しています。
公差設計の参考にしてください。
【この記事を書いた人】
稲田聡(いなたさとし)
株式会社ナカサ 開発室長
ファクトリー・サイエンティスト No,00385
1966年島根県安来市生まれ
1989年からCADによる設計に従事し、当時は自動車のインパネ部品で基板やプリズムなど設計していました。
1991年から現在の会社で主に金型設計で3次元CAD/CAMを利用するようになり30年間複数のCAD/CAMと格闘した経験を持ちます。
現在はコストプラン、センサーを使ったデータ視覚化、インサイドセールスにも取り組んでいます。
(現在の主な使用ツール)
Rhinoceros
Fusion360
Ansys
【過去に書いた記事】
【お問い合わせ】
弊社ではロストワックス精密鋳造品を主としたニアネットシェイプ素材の切削加工、研磨加工、放電加工を受託加工しています。
設計検討中からでも相談に応じます。
お気軽にお問い合わせください。
送信後登録されたメールアドレスに確認メールをお送りします。
届かない場合はメールアドレスに誤りがないかご確認お願い致します。