【設計サプリ】その9 (角穴の加工と設計方法)
[掲載日]2021.11.152021.11.15【新規投稿】
2021.11.30【改訂】
【ポケット加工について解説します】
設計者の皆様
いつもお世話になっております。
株式会社ナカサ見積り担当です。
このページでは
私たちが見積りする中で経験したコストダウンに関する情報を「設計サプリ」と題してご紹介させていただきます。
第9回目は「角穴の加工と設計方法」です。
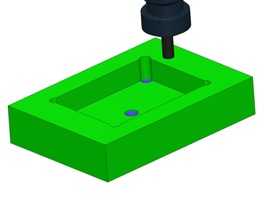
設計者の皆様は角穴(ポケットと呼んでいます)形状を設計されますでしょうか。
装置のベース板などに位置決めとして設計されることがあるかと思います。
今回はこのポケット形状の設計のポイントを解説します。
このポケット形状、設計のポイントとしては
1, 逃がし穴の大きさと位置
2, 深さと精度
3, 底のコーナー
です。
結論を先に書きますと
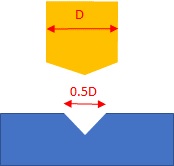
1,逃がし穴はポケット深さの0.5倍、穴の位置はポケット角より径の30%内側
2,ポケット精度を厳しくしたい場合は深さの0.5倍,より厳くしたい場合は0.7倍
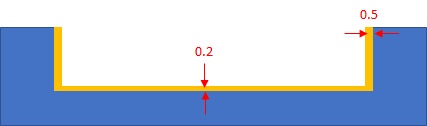
3,底のコーナーには0.2㎜程度の段差が付くので対品にはC0.5面取り必要
です。
まず加工の手順を解説した後それぞれのポイントを解説します。
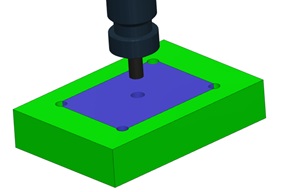
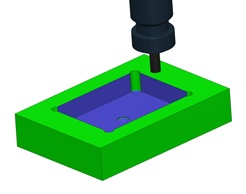
(1)センター穴
ポケット加工ではコーナーとポケット中央にドリル穴を空けることが多く、コーナーには逃がし、中央にはエンドミルのアプローチ穴を加工します。
ドリル穴を空けるために事前にセンター穴(モミツケ)を加工します。
センター穴の深さは使用するドリル刃径の0.5倍が入り口径となるように設定します。
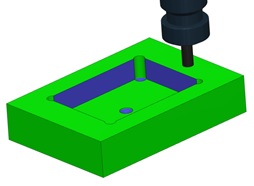
(2)ドリル穴(コーナーの逃がし穴と中央のアプローチ穴)
コーナーに加工する逃がし穴はポケット加工で使用する工具径と同じ径とします。
中央に加工するアプローチ穴はポケット加工に使用する工具径より1~2㎜大きな径とします。
深さはドリルの肩深さがポケットの底面より深くなるようにします。

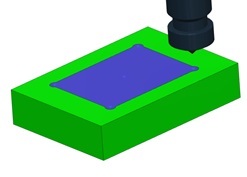
(3)荒加工
荒加工はラフィングエンドミルなどの荒加工用の工具を使用することが多いです。
残し代は深さ方向に0.2㎜程度、径方向に0.5㎜程度とします。
エンドミルは縦に突く加工は苦手なので、アプローチは(2)で加工したドリル穴にアプローチします。
(4)中仕上げ
中仕上げは荒加工で発生した側面壁の倒れを修正するために加工します。
使用するエンドミルはニック付のエンドミルまたは4枚刃以上のエンドミルを使用します。
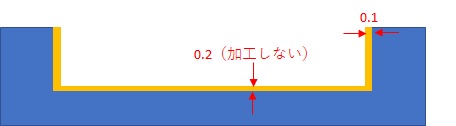
このとき底面は加工しないようにして、径方向の加工残し代は0.1程度とします。
(5)底面仕上げ
底面仕上げは2枚刃のエンドミルを使用します。
(3)と同じくエンドミルは縦に突く加工は苦手なので、アプローチは(2)で加工したドリル穴にアプローチします。
残し代は底面はゼロですが、側面は加工しないように0.2程度とします。

(6)側面仕上げ
側面仕上げは4枚刃でねじれの緩い(30°くらい)エンドミルを使用します。
側面仕上げはポケット穴を精度よく仕上げるため、径補正を用い2回程度に分けて加工します。
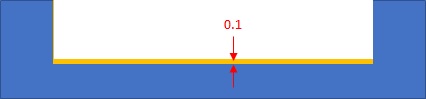
このとき底面は加工しないように0.1㎜程度浮かします。
【ポイント1】
逃がし穴の大きさは粗加工と同じ径とします。
荒加工で使用する刃径はポケット深さの0.5~0.3倍としますが、
荒加工はできるだけ大きな径の方が加工条件が良いので0.5倍を推奨します。
つまり20㎜の深さであればΦ10のエンドミルを使用します。
中央のアプローチ穴は粗加工の刃径の1~2㎜大きいものを使用しますので
例えばポケット深さが20㎜であれば20×0.5+2=12㎜となります。
仕上げ工具も基本荒と同じ径を使用します。
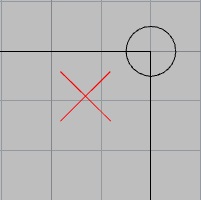
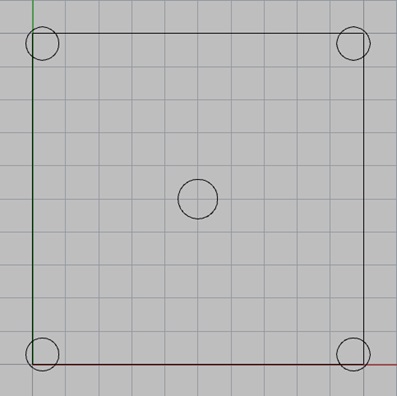
逃がし穴の位置はポケット角より径の30%中に入った点を中心とします。
なぜかと申しますとポケット角を中心にすると逃がし量が多くなり見た目も良くないからです。
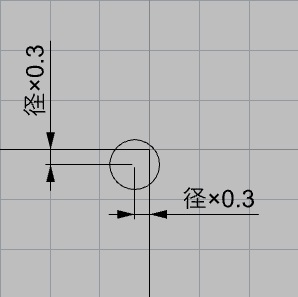
よって逃がし穴はポケット深さの0.5倍で径の30%内側に描いてください。
また、アプローチ穴は径の+2㎜でポケットの中央に描いて下さい。
中央のアプローチ穴はドリル底が最後まで残ります。
よって、ポケット形状は下図のように作図することになります。
【ポイント2】
ポケット深さが深いと加工するエンドミルも長くなる為、精度よく仕上げるためにはポケット深さは浅い方が良いです。
どのくらいの深さが適切かと申しますと、公式がありまして使用する仕上げエンドミルの刃のねじれ角と径により、
ポケット深さ=刃径×3.14÷(刃数×tanねじれ角)です。
例えば刃径が10㎜、刃数4、ねじれ角30°の場合
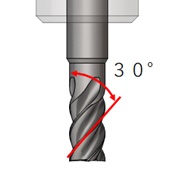
ポケット深さ=10×3.14÷(4×tan30°)≒13.6となり14㎜が最適となります。
つまりΦ10のエンドミルであれば14㎜の深さになります。
しかし気づかれていると思いますがポイント1と違います。何が違うの?と申しますと、
このポイント2はポケットと入れ子のクリアランスが0.01㎜以下が必要な場合に用います。
0.02以上のクリアランスでよい場合は無視してください。
よってより精度よく仕上げる必要があればポイント1よりさらに厳しく刃径はポケット深さの0.7倍程度とします。
これは加工負荷を一定にするためで、浅すぎても良くありません。
【ポイント3】
底面仕上げは側面を加工しない、側面仕上げは底面を加工しないと書きました。
これはなぜかと申しますと、切削肌を綺麗に仕上げるため、底面は2枚刃、側面は4枚刃以上の刃物を使用することが多く
それぞれのエンドミルには得意分野だけを担当してもらう為です。
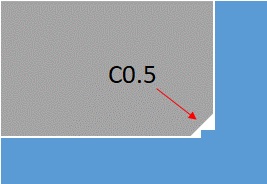
そのため、最終的に底面と側面が交わる角には凸形状が残ります。
この凸形状は設計図面に表す必要はありませんが、0.2㎜程度凸が残ることを想定して、対品の入れ子はC0.5程度の面取りが必要となります。
(図面には注記で指示なき内角はC0.5以下と書くことをお勧めします)
以上のようなポケット形状を設計いただくと精度とコストのバランスがとれたポケット形状となります。
【この記事を書いた人】
稲田聡(いなたさとし)
株式会社ナカサ 開発室長
1966年島根県安来市生まれ
1989年からCADによる設計に従事し、当時は自動車のインパネ部品で基板やプリズムなど設計していました。
1991年から現在の会社で主に金型設計で3次元CAD/CAMを利用するようになり30年間複数のCAD/CAMと格闘した経験を持ちます。
工作機械も一通り使ってきましたが、最近はコストプラン、センサーを使った工場の見える化、インサイドセールスにも取り組んでいます。
(現在の主な使用ツール)
Rhinoceros
Fusion360
Ansys
【お問い合わせ】
弊社ではロストワックス精密鋳造品を主としたニアネットシェイプ素材の切削加工、研磨加工、放電加工を受託加工しています。
設計検討中からでも相談に応じます。
お気軽にお問い合わせください。
送信後登録されたメールアドレスに確認メールをお送りします。
届かない場合はメールアドレスに誤りがないかご確認お願い致します。